Technical Field
The invention relates to the technical field of automobile precision measurement and control, in particular to a matrix measurement platform and a measurement method thereof.
Background Art
In the automobile research and development test process, the accuracy of the vehicle body needs to be controlled in quality, the accuracy of the welding vehicle body is crucial, the accuracy of the welding vehicle body is directly influenced, and the accuracy of the welding vehicle body is an important guarantee of the whole vehicle quality control. The measuring range of the welding vehicle body is large. The measurement points are distributed many and how to accurately measure the difficulties in the industry. One-time measurement of a large-scale measuring device or continuous jump expansion measuring range of a small-sized device is measured by a plurality of times. The former investment is big and the measuring point is difficult for full coverage. The continuous jump of the latter is large in accumulative error accumulation and low in working efficiency.
Content of the invention
Based on the above technical problems, the invention provides a matrix measuring platform and a measuring method thereof, wherein the matrix measuring platform is provided with a unified reference system, and a unified reference system is supported. Accurate reliably.
, The invention provides a matrix measuring platform which comprises a measuring platform and matrix measuring device.
The matrix measuring device comprises the matrix measuring device.
A reference matrix is arranged on the measurement platform to serve as a measurement reference.
The measuring device is used for positioning and connecting the welding vehicle body frame.
The measuring device comprises a measuring bracket which is used as a supporting platform for welding a vehicle body frame.
and Locating pin, the locating pin sets up on this measuring support for be connected with welding vehicle body frame reference hole.
The measuring device forms a supporting welding vehicle body and a measuring working platform, the reference matrix is distributed on the measuring platform in a matrix, and a measuring reference system is constructed.
Further, the reference matrix includes a plurality of reference points distributed in an array, and the reference point is a reference ball or a reference cone.
Furthermore, the measuring bracket is a cylinder.
Further, the measuring bracket is provided with four, and four measuring brackets are arranged to form a rectangular measuring surface.
Furthermore, the position of the positioning pin on the measuring bracket can be adjusted.
The invention further provides a measurement method using the matrix measurement platform, and the measurement method comprises the following steps.
The position of the measuring device is adjusted according to the position of the reference hole of the welding vehicle body frame, so that the positioning pin of the measuring device is connected with the reference hole of the welding vehicle body frame and supports the welding vehicle body.
The measuring device is fixed on a matrix platform, and a whole vehicle coordinate system is established.
The reference matrix is expanded under the whole vehicle coordinate system.
The whole vehicle coordinate system is established through the reference matrix fitting, and the vehicle body is measured through the whole vehicle coordinate system.
The horizontal position between the pins is adjusted according to the reference hole (i.e. RPS and-point) position of the welding vehicle body so as to meet the mutual positional relationship between the reference holes of the vehicle body and set up the whole vehicle coordinate system by using the positioning pin as a reference element.
The reference matrix is expanded by expanding the reference value of the reference hole to the reference matrix distributed by the measuring platform, i.e. the reference matrix is measured under the whole vehicle coordinate system taking the positioning pin as the reference element. , The reference matrix extension is equivalent to the extension of the welding vehicle body RPS point reference point.
In order to facilitate future use, the reference matrices may be classified according to a matrix distribution to distinguish corresponding assignments.
Further, after the reference matrix is expanded, an establishment of a reverse coordinate system is further included before the whole vehicle coordinate system is established.
The establishment of the reverse coordinate system comprises the following steps.
The position of the position positioning pin of the matrix measuring device is adjusted based on the reference matrix as a coordinate reference.
Again, the positioning pin is expanded linearly.
In order to adapt to other vehicle types, the position between the height positions and of the positioning pins is adjusted according to other vehicle body reference hole positions, and the linear expansion of the positioning pins keeps the coordinate characteristic unchanged under a uniform coordinate system.
Further, the fitting building vehicle coordinate system comprises three or more datum points which are not on the same straight line, and a coordinate reference surface is formed.
The portable measuring machine is adopted for measuring work, the portable measuring machine is fixedly arranged on the matrix measuring platform, and the single machine moves to any position, so that the coordinate system can be quickly fitted (and accurate and uniform coordinate system). A large range of precise measurements.
Compared with the prior art, the matrix measuring platform and the measuring method thereof have the following advantages.
, The matrix measuring device can be adjusted according to RPS points of the welding vehicle body, so that any measurement operation of the measuring equipment in a large range is facilitated, and the defects of large accumulative error accumulation and slow measurement efficiency of continuous jumping are solved.
, The matrix linear transformation expansion reference is utilized to adapt to measurement of different vehicle types, the measurement points can be covered quickly, the measurement data coverage rate is high, the measurement process operation is convenient and fast, and precision and reliability are achieved.
Description of drawings
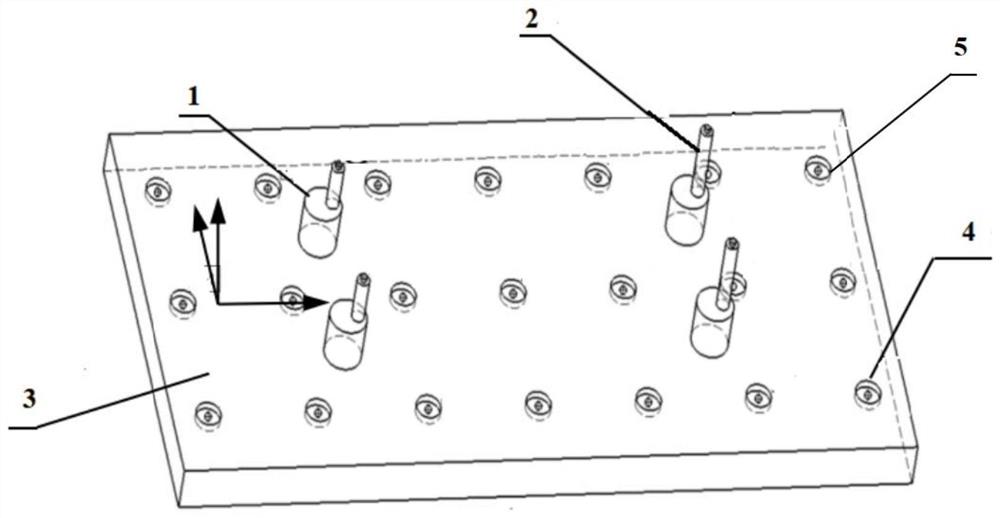
1 Is a schematic structural diagram of a matrix measuring platform according to the present invention.
2 Is a schematic structural diagram of a matrix measuring apparatus of the matrix measuring platform shown 1.
3 Is a schematic structural diagram of a matrix measuring device fixed to a matrix platform.
4 Is a schematic diagram of a state of a vehicle sound measured using the matrix measuring platform shown 1.
5 Is a schematic diagram of the matrix expansion principle in the whole vehicle coordinate system.
Mode of execution
For a better understanding and implementation, the technical solutions in the embodiments of the present invention will be described below in conjunction with the accompanying drawings in the embodiments of the present invention. Full description.
In the description of the present invention, unless the terms' upper ',' lower ',' left ',' right ',' vertical ',' horizontal ',' top ',' bottom ',' bottom ',' bottom ',' bottom ',' bottom ',' top ',' bottom ', and the like, are presented.
As shown 1-4, the matrix measuring platform according to the present invention comprises a measuring platform 3 and matrix measuring device.
The matrix measuring device comprises the matrix measuring device.
The reference matrix 4, the reference matrix 4, is arranged on the measuring platform 3 and comprises a plurality of reference points 5 distributed in a matrix, which serve as a measuring reference, and in this embodiment the reference point 5 is a reference sphere and may of course be a reference cone.
The measuring device is used for positioning and connecting a vehicle body bracket.
The measuring device comprises four measuring brackets 3 which are arranged on the measuring platform 1 in the form of a cylinder, and the measuring bracket 1 is used as a supporting platform for welding a vehicle body. and: Locking pin 2, locating pin 2 is provided on this measuring bracket 1 for be connected with welding vehicle body frame 6 datum hole, locating pin 2 can be adjusted on the position of measuring support frame 1.
The measurement method using the matrix measurement platform mentioned above includes the following steps.
The measuring device position is adjusted according to the welding body frame reference hole position: the horizontal position between the height position RPS of the positioning pin 2 and the positioning pin and is adjusted according to the welding vehicle body frame reference hole (i.e. 2 points) so as to meet the mutual positional relationship between the reference holes of the welding vehicle body frame 6.
The measuring device is fixed on a matrix platform and a whole vehicle coordinate system is established; the measuring bracket 1 is fixed at a proper position of the measuring platform 3, and a whole vehicle coordinate system is established by using the positioning pin 2 as a reference element, namely, a whole vehicle coordinate system is fixed on the measuring platform 3.
The reference matrix 2 is measured in the finished vehicle coordinate system based on the positioning pin 4, and the reference matrix 4 is given the coordinate value of the reference matrix, which corresponds to the matrix method linear transformation of the coordinate value of the positioning pin 2 and is equivalent to the expansion of the point reference point of the welding vehicle body RPS.
The position of the positioning pin 2 of the matrix measuring device is adjusted according to the coordinate of the welding vehicle body RPS, the positioning pin 2 is linearly expanded by 5 (P1 - P4 is RPS matrix) in combination with FIG. 4, 2X2 points of reference points of 16 RPS points are kept unchanged, and the coordinate P1 - P16WEI 4X4 system is still in a uniform coordinate system.
Three or more datum points which are not on the same straight line are selected, and a coordinate system is established, and then the portable measuring machine is fixedly arranged beside the matrix measuring platform, and the welding vehicle body is measured under the established coordinate system.
The above-mentioned precision measuring device " is a measuring device with higher precision in the prior art.
For example, if the coordinate value of the reference matrix is assigned to 0.1 mm, a higher-level measurement device is selected when the reference matrix is assigned, the measurement precision is 1/5 (0.02 mm) or more, and thus the assignment measurement can be accurate without errors, so that the requirement is met.
At the same time, the measuring device can adjust the position according to RPS points of the welding vehicle body under a unified reference system, thereby being beneficial to measuring any measurement operation of the equipment in a large range, and adapting to measurement of different vehicle types. The measuring equipment is measured under a unified reference system (reference matrix), and the measuring precision is accurate and constant.
To the matrix measuring platform and the measuring method thereof, the measuring precision ≤ 0.15 mm can be achieved, and the defects of large measuring range error accumulation (no upper limit of error integration) and slow measurement efficiency in a traditional mode by continuous jumping multiple times are solved. , The matrix linear transformation expansion reference matrix is adopted to adapt to measurement of different vehicle types, the measurement points can be covered quickly, the measurement data coverage rate is high, and the measurement process is convenient and rapid to operate. Accurate reliably.
Unless otherwise defined, all technical and scientific terms used herein have the same meaning as commonly understood by one of ordinary skill in the art to which this invention belongs. The terminology used herein in the specification of the present invention is for the purpose of describing particular embodiments only and is not intended to be limiting of the invention.
The technical means disclosed by the scheme of the invention is not limited to the technical means disclosed in the above-mentioned embodiments, but also includes the technical solution consisting of any combination of the above technical features. It should be noted that several improvements and modifications may also be made to those of ordinary skill in the art without departing from the principles of the present invention, which are also considered as protection scope of the present invention.
Matrix measurement platform and measurement method thereof






 400-4929-0909
400-4929-0909
 contact@catarc.com.cn
contact@catarc.com.cn

